
在充气柜的生产领域,通快以其激光切割和焊接技术闻名于世。其产品线包括各类焊接设备,如五轴机床TruLaser Cell 7000系列以及智能化的商用厨房设备激光焊接TruLaser Weld 5000 BE。此外,通快还提供定制化的上下料方案,满足客户的多样化需求。
在柜体组装方面,无论是折弯件组装还是平板拼装,通快都能提供全面且灵活的激光焊接充气柜解决方案,为用户带来高效且创新的生产体验。
通快商用厨房设备激光焊接Trulaser Weld 5000 BE为钣金行业客户应用激光焊接技术所提供的高效高质量解决方案,同时满足MTO(多品种小批量)以及MTS(大批量)生产的需求。与采用Trulaser Cell系列机床加工充气柜的传统方式不同,商用厨房设备激光焊接Trulaser Weld 5000 BE设备以优秀良好的性价比和较佳的灵活性为充气柜激光加工带来了新的可能。
采用商用厨房设备激光焊接Trulaser Weld 5000设备加工充气柜流程

1、激光切割下料
充气柜体材料一般是厚度3mm的不锈钢板材。为满足激光焊接对焊缝间隙需小于0.1mm的要求,板材边缘需要光滑、无倒角、无毛刺。因此必须采用激光切割下料的方式,这是激光焊接充气柜的前提条件。
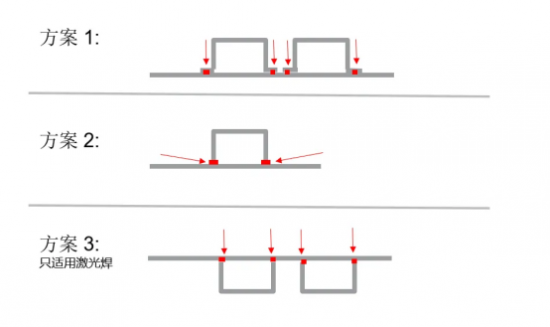
2、加强筋焊接
为保证充气柜箱体长期放置户外而不变形,板材内部必须放置加强筋增加箱体强度。取决于客户需求,可以选择TIG点焊或激光断续焊两种方式。而通快为激光断续焊又提供了三种方案:
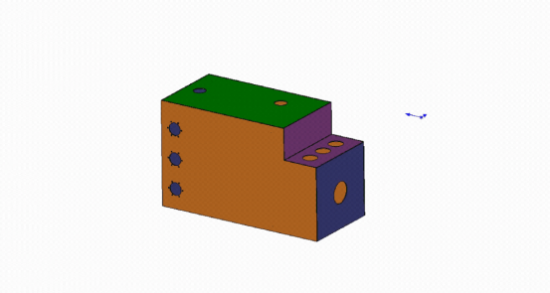
3、TIG点焊拼接柜体
充气柜箱体在激光焊接之前,必须用氩弧点焊的方式把各个不锈钢侧板拼接起来,然后再用激光焊保证气密性和焊接强度。
板材之间的搭接方式推荐采用外角“I”型的拼接方式。采用这样的拼接方式,板材之间的焊接横截面较大,焊接强度较大。需要注意的是要尽量保证焊缝间隙在0.1mm内,这是因为激光光斑直径在焦点处大约为0.4mm左右,且是自熔焊没有焊丝,如果板材之间的缝隙太大,则会产生焊接缺陷导致气密性差。

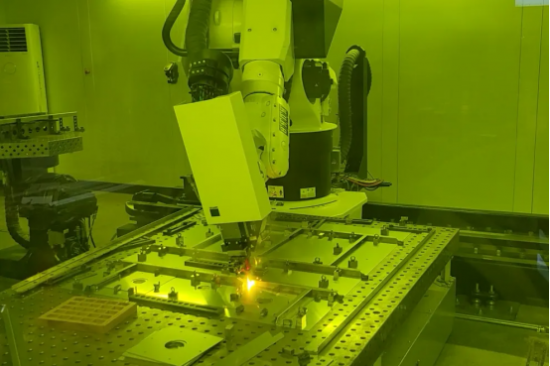
4、激光焊接充气柜箱体
目前充气柜焊接平均功率为4kW,焊接深度为3~4mm,使用通快商用厨房设备激光焊接Trulaser Weld 5000 BE可以保证焊接速度在2.5m/min – 4m/min。采用功率更高的激光器,能够达到更大的焊深和更快的焊接速度以及更少的热变形。西门子工厂的TruLaser Cell 1005配置的就是功率为6kW的激光器。
如果您还想要知道通快其他产品的更多信息,可以去其通快官方网站或微信公众号中了解!
